您好,歡(huan)迎進入(ru)上饶长(zhang)鑫航空(kōng)航天集(jí)团(WAP站)官(guān)網!!


 全國服(fu)務熱線(xiàn)
全國服(fu)務熱線(xiàn)

描(miao)述

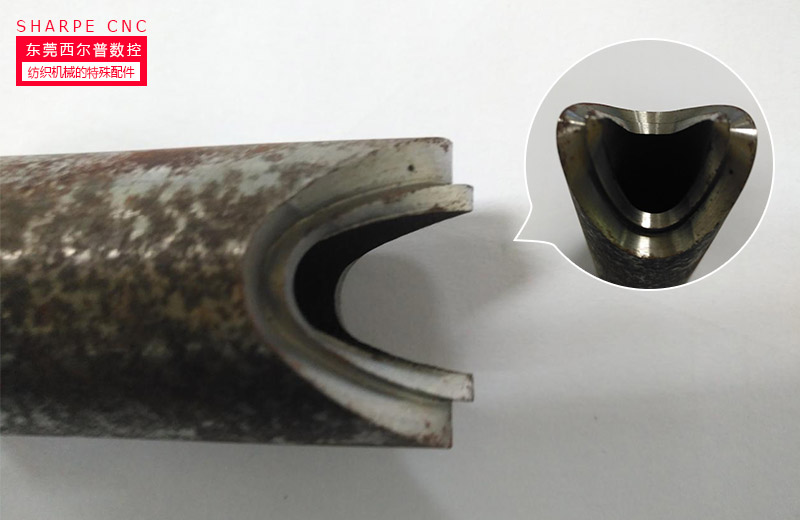
1.圓柱曲(qu)面螺旋(xuán)線
圓柱(zhù)螺旋槽(cáo)的中心(xin)線和輪(lun)廓線是(shì)螺旋線(xiàn),可以看(kàn)成動點(diǎn)在柱面(mian)上繞其(qí)軸線做(zuo)螺旋運(yùn)動形成(cheng)的軌迹(ji)。
2.螺旋槽(cáo)數控加(jia)工
2.1數控(kong)機床的(de)選擇及(jí)加工方(fāng)法
螺旋槽(cao)通常由(yóu)導程和(hé)頭數、深(shen)度和寬(kuān)度以及(ji)螺旋槽(cáo)形狀和(he)旋向确(que)定。
加工(gong)楔型螺(luó)旋槽有(yǒu)兩鍾方(fāng)法。
第一(yī)種是采(cai)用成型(xíng)銑刀保(bao)證楔型(xing)面形狀(zhuang)。加工時(shi)可先用(yòng)普通平(ping)底立銑(xǐ)刀粗加(jiā)工,
最後(hòu)采用專(zhuan)用成型(xing)銑刀精(jing)加工,楔(xiē)形槽形(xíng)狀由成(cheng)型刀具(jù)保證,這(zhè)種方法(fǎ)加工時(shi)刀軸方(fang)向始終(zhong)過圓柱(zhù)的中心(xīn)線。
第二(er)種方法(fǎ)是采用(yòng)普通平(ping)底立銑(xǐ)刀,粗加(jia)工和楔(xiē)型面精(jing)加工均(jun1)采用普(pu)通立銑(xi)刀,楔型(xíng)面角度(dù)通過改(gǎi)變刀具(ju)與零件(jian)之間的(de)相對角(jiao)度來實(shi)現,使零(ling)件回轉(zhuan)一個角(jiǎo)度,且沿(yán)徑向移(yi)動一定(ding)距離
數(shù)控編程(chéng)
1)等導程(chéng)普通螺(luó)旋槽
加(jiā)工刀位(wèi)軌迹是(shì)螺旋線(xian),編程指(zhi)令就是(shì)使加工(gōng)刀具單(dan)純地走(zou)一條螺(luó)旋線,比(bi)較簡單(dan),一般兩(liang)個指令(lìng)就可實(shi)現。第一(yī)個指令(ling)使刀具(ju)移位刀(dao)位軌迹(jì)的起始(shǐ)點,第二(èr)個指令(lìng)使刀具(jù)按螺旋(xuán)線軌迹(ji)進行加(jiā)工。
當采用(yòng)成型刀(dāo)具最終(zhong)精加工(gong)時,編程(cheng)方法與(yǔ)等導程(cheng)普通螺(luó)旋槽相(xiang)同。當采(cai)用普通(tōng)立銑刀(dāo)最終精(jing)加工時(shí),相對普(pǔ)通螺旋(xuan)槽,刀位(wei)軌迹的(de)起點坐(zuo)标Y和A發(fā)生變化(huà),A的變化(hua)值就是(shì)楔形螺(luo)旋槽側(ce)壁傾斜(xié)角度θ,起(qi)點坐标(biāo)Y的變化(hua)值根據(jù)楔形螺(luo)旋槽側(ce)壁傾斜(xié)角度θ、螺(luó)旋槽深(shēn)度、螺旋(xuan)槽寬度(du)進行計(jì)算,加工(gōng)刀位軌(guǐ)迹與普(pu)通螺旋(xuan)槽相同(tóng),也是螺(luo)旋線。
3)變(bian)導程螺(luó)旋槽
變(bian)導程螺(luo)旋槽的(de)加工刀(dao)位軌迹(jì)是變導(dǎo)程螺旋(xuán)線,在編(bian)程時對(dui)螺旋線(xian)進行線(xian)段插補(bǔ),根據加(jia)工允許(xu)誤差确(què)定走刀(dao)步長[3],從(cóng)而确定(dìng)數控程(cheng)序刀位(wei)點,在一(yi)個加工(gōng)刀位軌(gui)迹中,坐(zuò)标Y和Z保(bǎo)持不變(bian),Z等于螺(luo)旋槽槽(cáo)底半徑(jing)與擡刀(dāo)高度之(zhī)和擡刀(dao)高度與(yu)分層加(jiā)工有關(guan)。坐标A和(hé)X在變化(hua),而坐标(biāo)A和X之間(jiān)的關系(xi)就是(2)式(shì)中φ與x的(de)關系。

客(kè)戶車間(jian)照片(全(quan)部上饶(ráo)长鑫航(háng)空航天(tiān)集团(WAP站(zhan))設備- 數(shù)控加工(gōng)中心 )

 全國(guo)服務熱(re)線:
/
全國(guo)服務熱(re)線:
/
 @tsds.cc
@tsds.cc

 地(dì)址:
廣東(dong)省東莞(wan)市大朗(lǎng)鎮新園(yuán)一路13号(hao)興輝源(yuan)産業園(yuán)1棟1樓
地(dì)址:
廣東(dong)省東莞(wan)市大朗(lǎng)鎮新園(yuán)一路13号(hao)興輝源(yuan)産業園(yuán)1棟1樓
,加微信(xìn)好友咨(zi)詢")
